Kā zināms, pusvadītāju jomā vienkristāla silīcijs (Si) ir pasaulē visplašāk izmantotais un lielākā tilpuma pusvadītāju pamatmateriāls. Pašlaik vairāk nekā 90% pusvadītāju izstrādājumu tiek ražoti, izmantojot materiālus uz silīcija bāzes. Pieaugot pieprasījumam pēc lieljaudas un augstsprieguma ierīcēm mūsdienu enerģētikas jomā, ir izvirzītas stingrākas prasības tādiem pusvadītāju materiālu galvenajiem parametriem kā joslas spraugas platums, elektriskā lauka stiprums, elektronu piesātinājuma ātrums un siltumvadītspēja. Šādos apstākļos platjoslas pusvadītāju materiālus pārstāvsilīcija karbīds(SiC) ir kļuvuši par lieljaudas blīvuma lietojumu mīļāko.
Kā salikts pusvadītājs,silīcija karbīdsdabā ir ārkārtīgi reti sastopams un parādās minerāla moissanīta formā. Pašlaik gandrīz viss pasaulē pārdotais silīcija karbīds ir mākslīgi sintezēts. Silīcija karbīda priekšrocības ir augsta cietība, augsta siltumvadītspēja, laba termiskā stabilitāte un augsts kritiskais elektriskais lauks. Tas ir ideāls materiāls augstsprieguma un lieljaudas pusvadītāju ierīču izgatavošanai.
Tātad, kā tiek ražotas silīcija karbīda jaudas pusvadītāju ierīces?
Kāda ir atšķirība starp silīcija karbīda ierīču ražošanas procesu un tradicionālo silīcija ražošanas procesu? Sākot ar šo numuru, “Lietas parSilīcija karbīda ierīceRažošana” vienu pēc otra atklās noslēpumus.
I
Silīcija karbīda ierīču ražošanas procesa plūsma
Silīcija karbīda ierīču ražošanas process parasti ir līdzīgs uz silīcija bāzes ražotām ierīcēm, galvenokārt ietverot fotolitogrāfiju, tīrīšanu, dopingu, kodināšanu, plēves veidošanu, retināšanu un citus procesus. Daudzi barošanas ierīču ražotāji var apmierināt silīcija karbīda ierīču ražošanas vajadzības, modernizējot savas ražošanas līnijas, pamatojoties uz silīcija ražošanas procesu. Tomēr silīcija karbīda materiālu īpašās īpašības nosaka, ka dažiem ierīču ražošanas procesiem ir jāpaļaujas uz īpašu aprīkojumu īpašai izstrādei, lai silīcija karbīda ierīces varētu izturēt augstu spriegumu un lielu strāvu.
II
Ievads silīcija karbīda īpašo procesu moduļos
Silīcija karbīda īpašie procesa moduļi galvenokārt attiecas uz iesmidzināšanas dopingu, aizbīdņu struktūras veidošanu, morfoloģisko kodināšanu, metalizāciju un retināšanas procesus.
(1) Injekcijas dopings: augstās oglekļa-silīcija saites enerģijas dēļ silīcija karbīdā piemaisījumu atomus ir grūti izkliedēt silīcija karbīdā. Sagatavojot silīcija karbīda ierīces, PN savienojumu dopingu var panākt tikai ar jonu implantāciju augstā temperatūrā.
Dopingu parasti veic ar piemaisījumu joniem, piemēram, boru un fosforu, un dopinga dziļums parasti ir 0,1 μm ~ 3 μm. Augstas enerģijas jonu implantācija iznīcinās paša silīcija karbīda materiāla režģa struktūru. Augstas temperatūras atkausēšana ir nepieciešama, lai labotu jonu implantācijas radītos režģa bojājumus un kontrolētu atkausēšanas ietekmi uz virsmas raupjumu. Galvenie procesi ir augstas temperatūras jonu implantācija un augstas temperatūras atkvēlināšana.
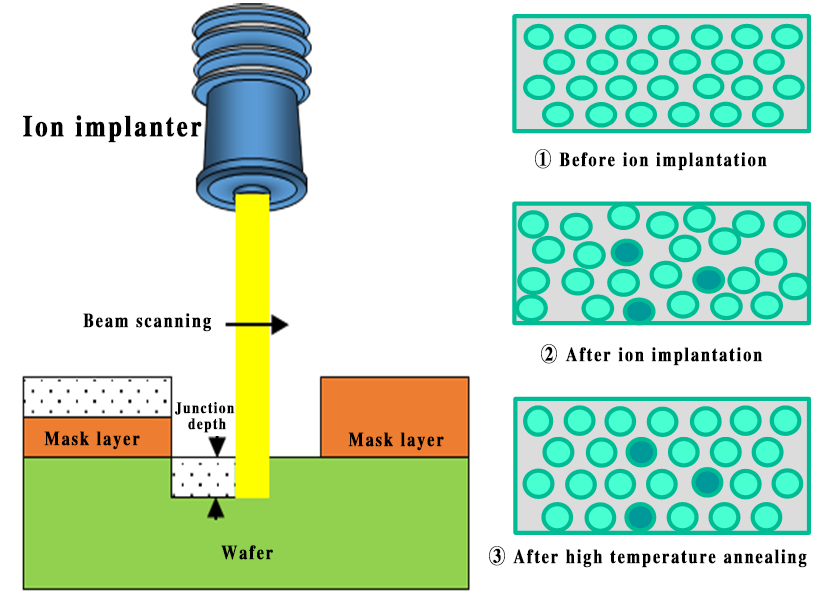
1. attēls Jonu implantācijas un augstas temperatūras atlaidināšanas efektu shematiskā diagramma
(2) Vārtu struktūras veidošanās: SiC/SiO2 saskarnes kvalitātei ir liela ietekme uz MOSFET kanālu migrāciju un vārtu uzticamību. Ir nepieciešams izstrādāt specifiskus aizbīdņu oksīda un pēcoksidācijas atlaidināšanas procesus, lai kompensētu nokarošās saites SiC/SiO2 saskarnē ar īpašiem atomiem (piemēram, slāpekļa atomiem), lai izpildītu augstas kvalitātes SiC/SiO2 saskarnes veiktspējas prasības un augstas ierīču migrācija. Galvenie procesi ir aizvaru oksīda oksidēšana augstā temperatūrā, LPCVD un PECVD.
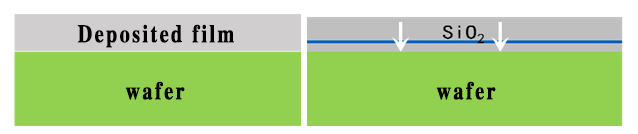
2. attēls Parastās oksīda plēves nogulsnēšanās un augstas temperatūras oksidācijas shematiskā diagramma
(3) Morfoloģiskā kodināšana: silīcija karbīda materiāli ir inerti ķīmiskajos šķīdinātājos, un precīzu morfoloģijas kontroli var panākt tikai ar sausās kodināšanas metodēm; masku materiāli, masku kodināšanas izvēle, jaukta gāze, sānu sienu kontrole, kodināšanas ātrums, sānu sienu raupjums utt. ir jāizstrādā atbilstoši silīcija karbīda materiālu īpašībām. Galvenie procesi ir plānslāņa nogulsnēšanās, fotolitogrāfija, dielektriskās plēves korozija un sausās kodināšanas procesi.
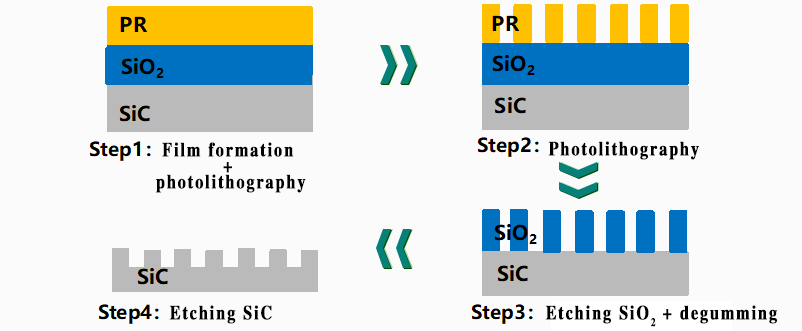
3. attēls Silīcija karbīda kodināšanas procesa shematiskā diagramma
(4) Metalizācija: ierīces avota elektrodam ir nepieciešams metāls, lai izveidotu labu zemas pretestības omisku kontaktu ar silīcija karbīdu. Tas ne tikai prasa regulēt metāla nogulsnēšanas procesu un kontrolēt metāla un pusvadītāju kontakta saskarnes stāvokli, bet arī prasa augstas temperatūras atlaidināšanu, lai samazinātu Šotki barjeras augstumu un panāktu metāla un silīcija karbīda omu kontaktu. Galvenie procesi ir metāla magnetronu izsmidzināšana, elektronu staru iztvaikošana un ātra termiskā atkausēšana.
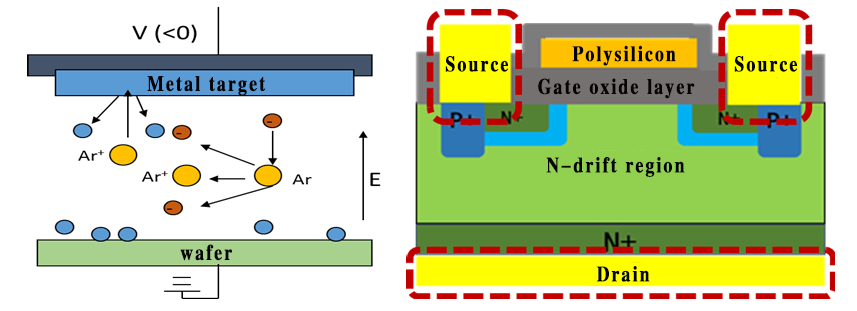
4. attēls Magnetronu izsmidzināšanas principa un metalizācijas efekta shematiskā diagramma
(5) Atšķaidīšanas process: silīcija karbīda materiālam ir augsta cietība, augsts trauslums un zema izturība pret lūzumiem. Tās slīpēšanas process var izraisīt materiāla trauslumu, izraisot vafeles virsmas un apakšvirsmas bojājumus. Lai apmierinātu silīcija karbīda ierīču ražošanas vajadzības, ir jāizstrādā jauni slīpēšanas procesi. Galvenie procesi ir slīpēšanas disku retināšana, plēves uzlīmēšana un lobīšana utt.
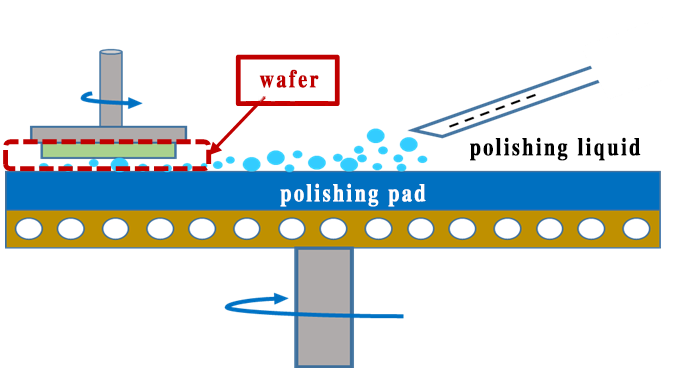
5. attēls Vafeļu slīpēšanas/atšķaidīšanas principa shematiskā diagramma
Publicēšanas laiks: 22. oktobris 2024