Pārskats par pusvadītāju procesu
Pusvadītāju process galvenokārt ietver mikrofastrādes un plēvju tehnoloģiju izmantošanu, lai pilnībā savienotu mikroshēmas un citus elementus dažādos reģionos, piemēram, substrātus un rāmjus. Tas atvieglo svina spaiļu ekstrakciju un iekapsulēšanu ar plastmasas izolācijas vidi, lai izveidotu integrētu veselumu, kas tiek attēlots kā trīsdimensiju struktūra, galu galā pabeidzot pusvadītāju iepakošanas procesu. Pusvadītāju procesa jēdziens attiecas arī uz pusvadītāju mikroshēmu iepakojuma šauru definīciju. No plašākas perspektīvas tas attiecas uz iepakojuma inženieriju, kas ietver savienošanu un piestiprināšanu pie pamatnes, atbilstošā elektroniskā aprīkojuma konfigurēšanu un pilnīgas sistēmas izveidi ar spēcīgu visaptverošu veiktspēju.
Pusvadītāju iepakošanas procesa plūsma
Pusvadītāju iepakošanas procesā ir iekļauti vairāki uzdevumi, kā parādīts 1. attēlā. Katram procesam ir īpašas prasības un cieši saistītas darbplūsmas, tādēļ praktiskajā posmā ir nepieciešama detalizēta analīze. Konkrētais saturs ir šāds:
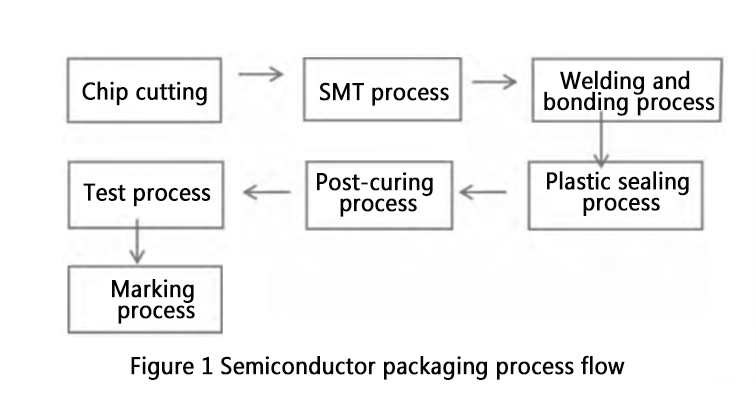
1. Šķeldas griešana
Pusvadītāju iepakošanas procesā mikroshēmu griešana ietver silīcija vafeļu sagriešanu atsevišķās mikroshēmās un tūlītēju silīcija gružu noņemšanu, lai novērstu šķēršļus turpmākajam darbam un kvalitātes kontrolei.
2. Mikroshēmu montāža
Mikroshēmas montāžas process ir vērsts uz to, lai izvairītos no ķēdes bojājumiem vafeļu slīpēšanas laikā, uzklājot aizsargplēves slāni, konsekventi uzsverot ķēdes integritāti.
3. Stiepļu savienošanas process
Vadu savienošanas procesa kvalitātes kontrole ietver dažāda veida zelta vadu izmantošanu, lai savienotu mikroshēmas savienošanas paliktņus ar rāmja paliktņiem, nodrošinot mikroshēmas savienošanu ar ārējām shēmām un saglabājot kopējo procesa integritāti. Parasti tiek izmantotas leģētas zelta stieples un leģētas zelta stieples.
Leģēti zelta vadi: veidi ir GS, GW un TS, kas piemēroti augsta loka (GS: >250 μm), vidēji augsta loka (GW: 200-300 μm) un vidēji zema loka (TS: 100-200). μm) savienojuma attiecīgi.
Leģēti zelta stieples: veidi ietver AG2 un AG3, kas ir piemēroti zema loka savienošanai (70-100 μm).
Šo vadu diametra iespējas ir no 0,013 mm līdz 0,070 mm. Atbilstoša tipa un diametra izvēle, pamatojoties uz ekspluatācijas prasībām un standartiem, ir ļoti svarīga kvalitātes kontrolei.
4. Formēšanas process
Galvenās shēmas formēšanas elementos ietver iekapsulēšanu. Formēšanas procesa kvalitātes kontrole aizsargā sastāvdaļas, īpaši no ārējiem spēkiem, kas izraisa dažādas pakāpes bojājumus. Tas ietver rūpīgu sastāvdaļu fizikālo īpašību analīzi.
Pašlaik tiek izmantotas trīs galvenās metodes: keramikas iepakojums, plastmasas iepakojums un tradicionālais iepakojums. Katra iepakojuma veida proporcijas pārvaldība ir ļoti svarīga, lai apmierinātu globālās skaidu ražošanas prasības. Procesa laikā ir nepieciešamas visaptverošas spējas, piemēram, mikroshēmas un svina rāmja iepriekšēja uzsildīšana pirms iekapsulēšanas ar epoksīdsveķiem, formēšana un sacietēšana pēc pelējuma.
5. Pēccietēšanas process
Pēc formēšanas procesa ir nepieciešama pēccietēšanas apstrāde, koncentrējoties uz lieko materiālu noņemšanu ap procesu vai iepakojumu. Kvalitātes kontrole ir būtiska, lai neietekmētu kopējo procesa kvalitāti un izskatu.
6.Pārbaudes process
Kad iepriekšējie procesi ir pabeigti, procesa vispārējā kvalitāte ir jāpārbauda, izmantojot progresīvas testēšanas tehnoloģijas un iekārtas. Šis solis ietver detalizētu datu ierakstīšanu, koncentrējoties uz to, vai mikroshēma darbojas normāli, pamatojoties uz tās veiktspējas līmeni. Ņemot vērā testēšanas iekārtu augstās izmaksas, ir ļoti svarīgi saglabāt kvalitātes kontroli visos ražošanas posmos, ieskaitot vizuālo pārbaudi un elektriskās veiktspējas testēšanu.
Elektriskās veiktspējas pārbaude: tas ietver integrēto shēmu testēšanu, izmantojot automātiskās pārbaudes iekārtas, un nodrošina, ka katra ķēde ir pareizi pievienota elektriskajai pārbaudei.
Vizuāla pārbaude: tehniķi izmanto mikroskopus, lai rūpīgi pārbaudītu gatavās iepakotas mikroshēmas, lai pārliecinātos, ka tām nav defektu un atbilst pusvadītāju iepakojuma kvalitātes standartiem.
7. Marķēšanas process
Marķēšanas process ietver pārbaudīto mikroshēmu pārvietošanu uz pusfabrikātu noliktavu gala apstrādei, kvalitātes pārbaudei, iepakošanai un nosūtīšanai. Šis process ietver trīs galvenos soļus:
1) Galvanizācija: pēc vadu izveidošanas tiek uzklāts pretkorozijas materiāls, lai novērstu oksidēšanos un koroziju. Parasti tiek izmantota galvanizācijas pārklājuma tehnoloģija, jo lielākā daļa vadu ir izgatavoti no alvas.
2) Liekšana: pēc tam apstrādātie vadi tiek veidoti, integrālās shēmas sloksni ievietojot svina formēšanas instrumentā, kontrolējot svina formu (J vai L tipa) un uz virsmas montētu iepakojumu.
3)Lāzerdruka: Nobeigumā izveidotie izstrādājumi tiek apdrukāti ar dizainu, kas kalpo kā speciāla zīme pusvadītāju iepakošanas procesam, kā parādīts 3. attēlā.
Izaicinājumi un ieteikumi
Pusvadītāju iepakošanas procesu izpēte sākas ar pusvadītāju tehnoloģijas pārskatu, lai izprastu tās principus. Tālāk, iepakošanas procesa plūsmas izpētes mērķis ir nodrošināt rūpīgu kontroli darbības laikā, izmantojot rafinētu pārvaldību, lai izvairītos no ikdienas problēmām. Mūsdienu attīstības kontekstā ir svarīgi identificēt problēmas pusvadītāju iepakošanas procesos. Ieteicams koncentrēties uz kvalitātes kontroles aspektiem, rūpīgi apgūstot galvenos punktus, lai efektīvi uzlabotu procesa kvalitāti.
Analizējot no kvalitātes kontroles perspektīvas, ieviešanas laikā pastāv būtiski izaicinājumi, jo daudzi procesi ar specifisku saturu un prasībām, katrs ietekmē otru. Praktisko darbību laikā ir nepieciešama stingra kontrole. Pieņemot rūpīgu darba attieksmi un pielietojot progresīvas tehnoloģijas, var uzlabot pusvadītāju iepakošanas procesa kvalitāti un tehniskos līmeņus, nodrošinot visaptverošu pielietojuma efektivitāti un sasniedzot izcilus vispārējos ieguvumus (kā parādīts 3. attēlā).
Ievietošanas laiks: 22.05.2024