Sausās kodināšanas process parasti sastāv no četriem pamata stāvokļiem: pirms kodināšanas, daļēja kodināšana, tikai kodināšana un kodināšana. Galvenās īpašības ir kodināšanas ātrums, selektivitāte, kritiskā dimensija, viendabīgums un beigu punkta noteikšana.
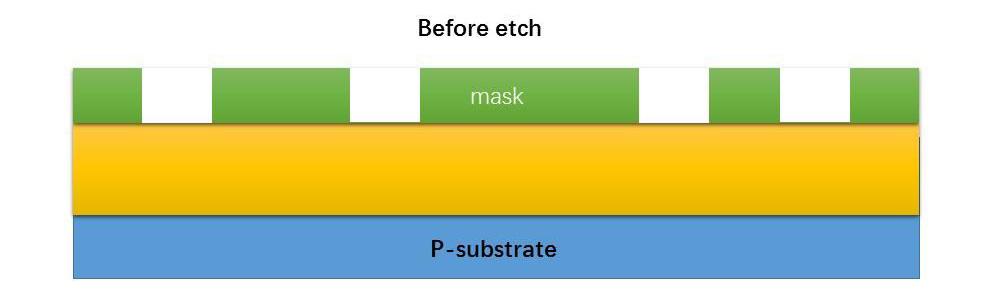
1. attēls Pirms kodināšanas
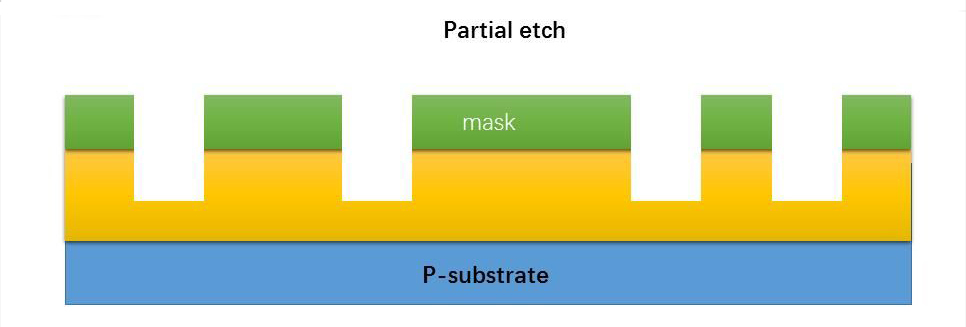
2. attēls Daļēja kodināšana
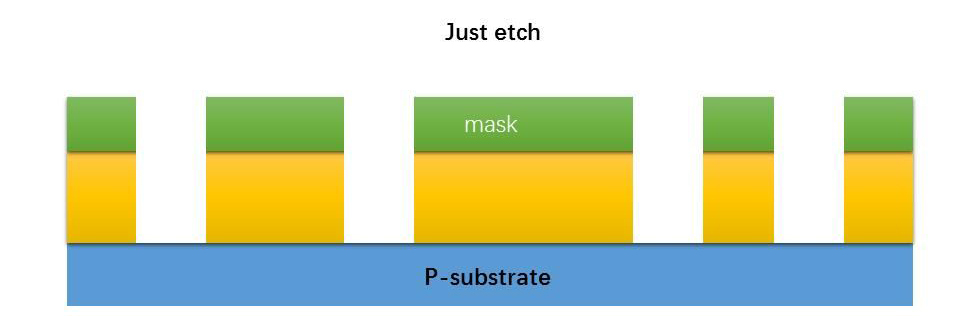
3. attēls Tikai kodināšana
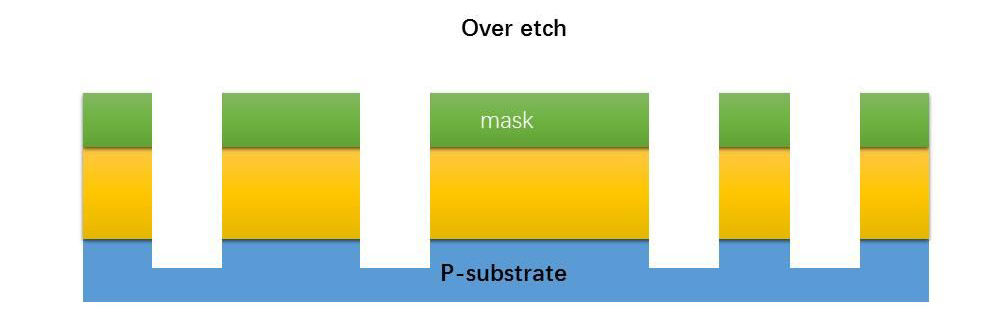
4. attēls Virs kodināšana
(1) Kodināšanas ātrums: kodinātā materiāla dziļums vai biezums, kas noņemts laika vienībā.
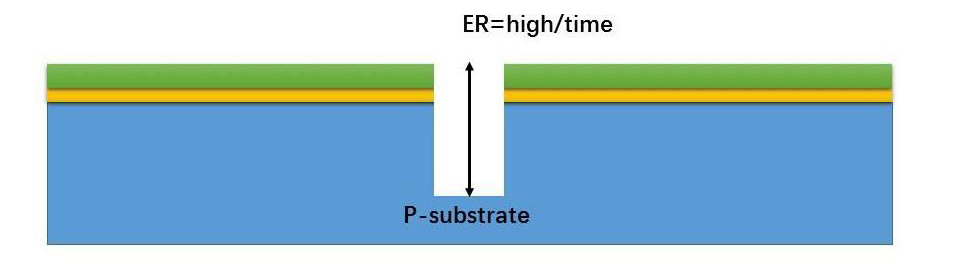
5. attēls Kodināšanas ātruma diagramma
(2) Selektivitāte: dažādu kodināšanas materiālu kodināšanas ātruma attiecība.
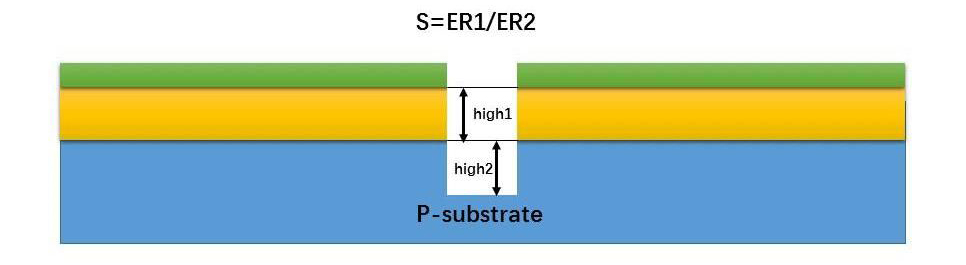
6. attēls Selektivitātes diagramma
(3) Kritiskā dimensija: raksta izmērs noteiktā apgabalā pēc kodināšanas pabeigšanas.
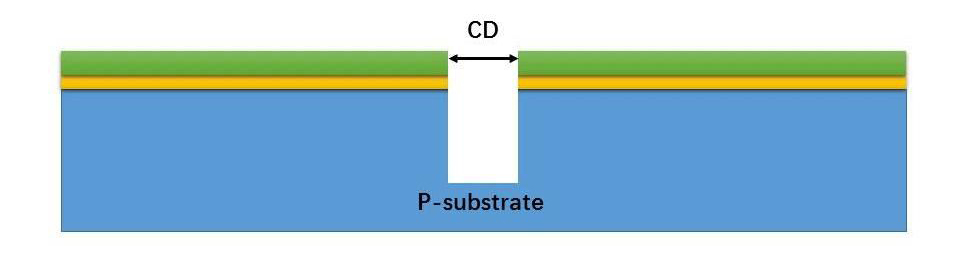
7. attēls Kritisko izmēru diagramma
(4) Vienveidība: lai izmērītu kritiskās kodināšanas dimensijas (CD) viendabīgumu, ko parasti raksturo pilna CD karte, formula ir: U=(Max-Min)/2*AVG.
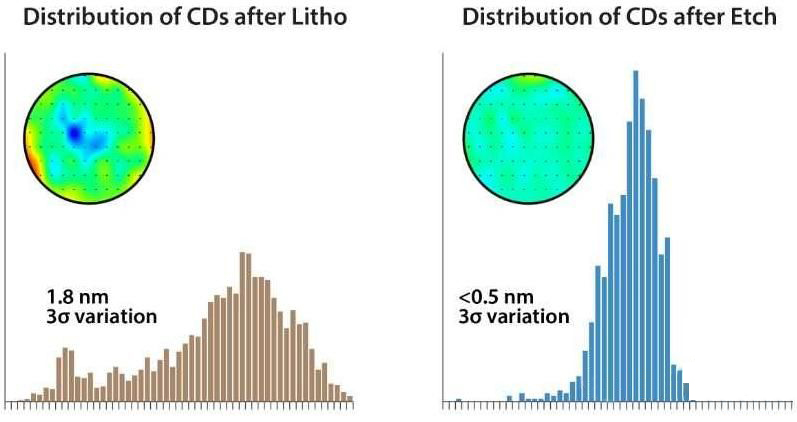
8. attēls Vienveidības shematiskā diagramma
(5) Beigu punkta noteikšana: kodināšanas procesa laikā tiek pastāvīgi noteiktas gaismas intensitātes izmaiņas. Kad noteikta gaismas intensitāte ievērojami palielinās vai samazinās, kodināšana tiek pārtraukta, lai atzīmētu noteikta plēves kodināšanas slāņa pabeigšanu.
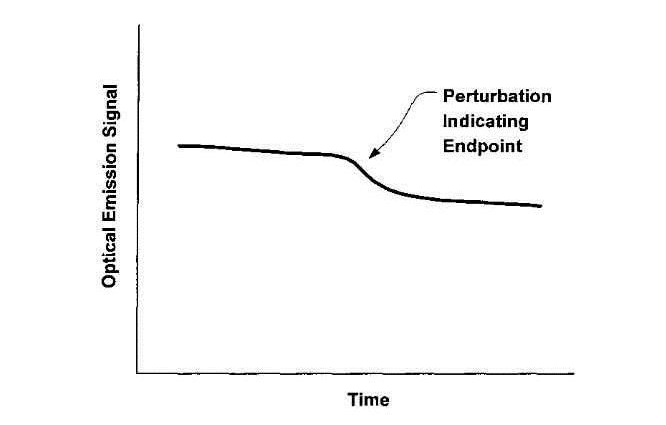
9. attēls Beigu punkta shematiskā diagramma
Sausajā kodināšanā gāze tiek ierosināta ar augstu frekvenci (galvenokārt 13,56 MHz vai 2,45 GHz). Pie spiediena no 1 līdz 100 Pa tā vidējais brīvais ceļš ir no vairākiem milimetriem līdz vairākiem centimetriem. Ir trīs galvenie sausās kodināšanas veidi:
•Fiziskā sausā kodināšana: paātrinātas daļiņas fiziski nodilst vafeļu virsmu
•Ķīmiskā sausā kodināšana: gāze ķīmiski reaģē ar vafeles virsmu
•Ķīmiskā fizikālā sausā kodināšana: fizikāls kodināšanas process ar ķīmiskām īpašībām
1. Jonu staru kodināšana
Jonu staru kodināšana (Ion Beam Etching) ir fizisks sausas apstrādes process, kurā materiāla virsmas apstarošanai izmanto augstas enerģijas argona jonu staru ar aptuveni 1 līdz 3 keV enerģiju. Jonu stara enerģija izraisa tā triecienu un virsmas materiālu noņemšanu. Kodināšanas process ir anizotrops vertikālu vai slīpu krītošu jonu staru gadījumā. Tomēr tā selektivitātes trūkuma dēļ nav skaidras atšķirības starp materiāliem dažādos līmeņos. Radītās gāzes un kodinātie materiāli tiek izvadīti ar vakuumsūkni, bet, tā kā reakcijas produkti nav gāzes, daļiņas tiek nogulsnētas uz vafeles vai kameras sienām.
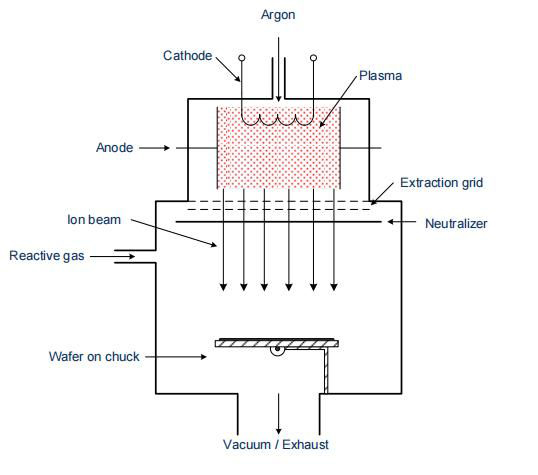
Lai novērstu daļiņu veidošanos, kamerā var ievadīt otru gāzi. Šī gāze reaģēs ar argona joniem un izraisīs fizikālu un ķīmisku kodināšanas procesu. Daļa gāzes reaģēs ar virsmas materiālu, bet tā reaģēs arī ar pulētajām daļiņām, veidojot gāzveida blakusproduktus. Ar šo metodi var iegravēt gandrīz visu veidu materiālus. Vertikālā starojuma dēļ vertikālo sienu nodilums ir ļoti mazs (augsta anizotropija). Tomēr zemās selektivitātes un lēnā kodināšanas ātruma dēļ šis process tiek reti izmantots pašreizējā pusvadītāju ražošanā.
2. Plazmas kodināšana
Plazmas kodināšana ir absolūts ķīmiskais kodināšanas process, kas pazīstams arī kā ķīmiskā sausā kodināšana. Tā priekšrocība ir tā, ka tas nerada jonu bojājumus vafeļu virsmai. Tā kā kodināšanas gāzē esošās aktīvās vielas var brīvi pārvietoties un kodināšanas process ir izotropisks, šī metode ir piemērota visa plēves slāņa noņemšanai (piemēram, aizmugurējās puses tīrīšanai pēc termiskās oksidācijas).
Pakārtotais reaktors ir reaktora veids, ko parasti izmanto plazmas kodināšanai. Šajā reaktorā plazmu ģenerē triecienjonizācijas rezultātā augstfrekvences elektriskajā laukā 2,45 GHz un atdala no plāksnītes.
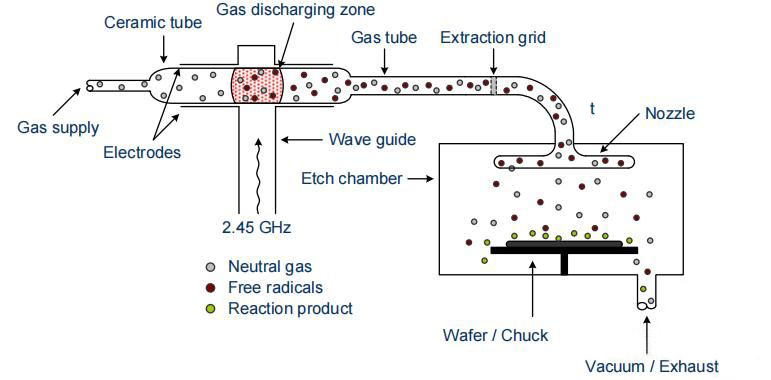
Gāzu izplūdes zonā trieciena un ierosmes rezultātā rodas dažādas daļiņas, tostarp brīvie radikāļi. Brīvie radikāļi ir neitrāli atomi vai molekulas ar nepiesātinātiem elektroniem, tāpēc tie ir ļoti reaģējoši. Plazmas kodināšanas procesā bieži tiek izmantotas dažas neitrālas gāzes, piemēram, tetrafluormetāns (CF4), kuras tiek ievadītas gāzu izlādes zonā, lai jonizācijas vai sadalīšanās ceļā radītu aktīvās vielas.
Piemēram, CF4 gāzē tas tiek ievadīts gāzes izplūdes zonā un sadalās fluora radikāļos (F) un oglekļa difluorīda molekulās (CF2). Līdzīgi fluoru (F) var sadalīt no CF4, pievienojot skābekli (O2).
2 CF4 + O2 —> 2 COF2 + 2 F2
Fluora molekula gāzizlādes reģiona enerģijas ietekmē var sadalīties divos neatkarīgos fluora atomos, no kuriem katrs ir fluora brīvais radikālis. Tā kā katram fluora atomam ir septiņi valences elektroni un tam ir tendence sasniegt inertas gāzes elektronisko konfigurāciju, tie visi ir ļoti reaģējoši. Papildus neitrālajiem fluora brīvajiem radikāļiem gāzizlādes reģionā būs arī uzlādētas daļiņas, piemēram, CF+4, CF+3, CF+2 utt. Pēc tam visas šīs daļiņas un brīvie radikāļi caur keramikas cauruli tiek ievadīti kodināšanas kamerā.
Uzlādētās daļiņas var bloķēt ar ekstrakcijas režģiem vai rekombinēt neitrālu molekulu veidošanās procesā, lai kontrolētu to uzvedību kodināšanas kamerā. Fluora brīvie radikāļi arī tiks pakļauti daļējai rekombinācijai, taču tie joprojām ir pietiekami aktīvi, lai iekļūtu kodināšanas kamerā, ķīmiski reaģētu uz vafeles virsmas un izraisītu materiāla atdalīšanu. Citas neitrālas daļiņas nepiedalās kodināšanas procesā un tiek patērētas kopā ar reakcijas produktiem.
Plāno kārtiņu piemēri, ko var iegravēt plazmas kodināšanā:
• Silīcijs: Si + 4F—> SiF4
• Silīcija dioksīds: SiO2 + 4F—> SiF4 + O2
• Silīcija nitrīds: Si3N4 + 12F—> 3SiF4 + 2N2
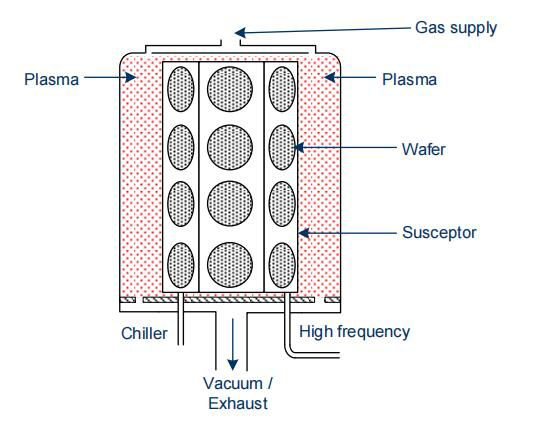
3. Reaktīvā jonu kodināšana (RIE)
Reaktīvā jonu kodināšana ir ķīmiski fizikāls kodināšanas process, kas var ļoti precīzi kontrolēt selektivitāti, kodināšanas profilu, kodināšanas ātrumu, viendabīgumu un atkārtojamību. Tas var sasniegt izotropus un anizotropus kodināšanas profilus, un tāpēc tas ir viens no svarīgākajiem procesiem dažādu plānu kārtiņu veidošanai pusvadītāju ražošanā.
RIE laikā vafele tiek novietota uz augstfrekvences elektroda (HF elektroda). Trieciena jonizācijas rezultātā tiek ģenerēta plazma, kurā pastāv brīvie elektroni un pozitīvi lādēti joni. Ja HF elektrodam tiek pielikts pozitīvs spriegums, brīvie elektroni uzkrājas uz elektroda virsmas un to elektronu afinitātes dēļ nevar atkal atstāt elektrodu. Tāpēc elektrodi tiek uzlādēti līdz -1000 V (novirzes spriegums), lai lēnie joni nevarētu sekot strauji mainīgajam elektriskajam laukam uz negatīvi lādētu elektrodu.
Jonu kodināšanas (RIE) laikā, ja jonu vidējais brīvais ceļš ir augsts, tie saskaras ar vafeles virsmu gandrīz perpendikulārā virzienā. Tādā veidā paātrinātie joni izsit materiālu un veido ķīmisku reakciju, izmantojot fizisku kodināšanu. Tā kā sānu sānu sienas netiek ietekmētas, kodināšanas profils paliek anizotrops un virsmas nodilums ir neliels. Tomēr selektivitāte nav ļoti augsta, jo notiek arī fiziskais kodināšanas process. Turklāt jonu paātrinājums izraisa vafeļu virsmas bojājumus, kuru labošanai nepieciešama termiskā atkausēšana.
Kodināšanas procesa ķīmiskā daļa tiek pabeigta, brīvajiem radikāļiem reaģējot ar virsmu un joniem fiziski ietriecoties materiālā, lai tas atkārtoti nenogulsnētu uz plāksnītes vai kameras sienām, izvairoties no atkārtotas nogulsnēšanās parādības, piemēram, kodināšanas ar jonu staru. Palielinot gāzes spiedienu kodināšanas kamerā, tiek samazināts jonu vidējais brīvais ceļš, kas palielina sadursmju skaitu starp joniem un gāzes molekulām, un joni tiek izkliedēti dažādos virzienos. Tas rada mazāk virziena kodināšanas, padarot kodināšanas procesu ķīmiskāku.
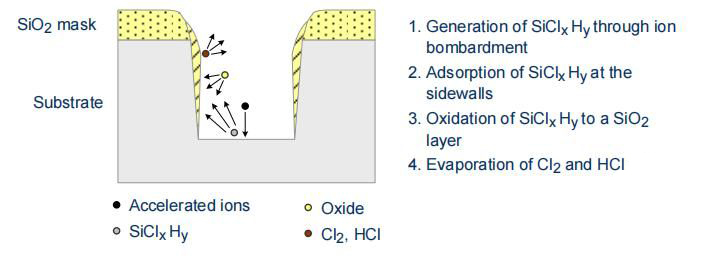
Anizotropie kodināšanas profili tiek iegūti, pasivējot sānu sienas silīcija kodināšanas laikā. Skābeklis tiek ievadīts kodināšanas kamerā, kur tas reaģē ar iegravēto silīciju, veidojot silīcija dioksīdu, kas tiek nogulsnēts uz vertikālajām sānu sienām. Jonu bombardēšanas dēļ oksīda slānis horizontālajās zonās tiek noņemts, ļaujot turpināt sānu kodināšanas procesu. Šī metode var kontrolēt iegravētā profila formu un sānu sienu stāvumu.
Kodināšanas ātrumu ietekmē tādi faktori kā spiediens, HF ģeneratora jauda, procesa gāze, faktiskais gāzes plūsmas ātrums un vafeļu temperatūra, un tā variācijas diapazons tiek uzturēts zem 15%. Anizotropija palielinās, palielinoties HF jaudai, samazinoties spiedienam un pazeminoties temperatūrai. Kodināšanas procesa viendabīgumu nosaka gāze, elektrodu atstatums un elektrodu materiāls. Ja elektrodu attālums ir pārāk mazs, plazmu nevar vienmērīgi izkliedēt, kā rezultātā rodas nevienmērība. Elektrodu attāluma palielināšana samazina kodināšanas ātrumu, jo plazma tiek sadalīta lielākā tilpumā. Vēlamais elektrodu materiāls ir ogleklis, jo tas rada vienmērīgu sasprindzinātu plazmu tā, ka vafeles mala tiek ietekmēta tāpat kā vafeles centrs.
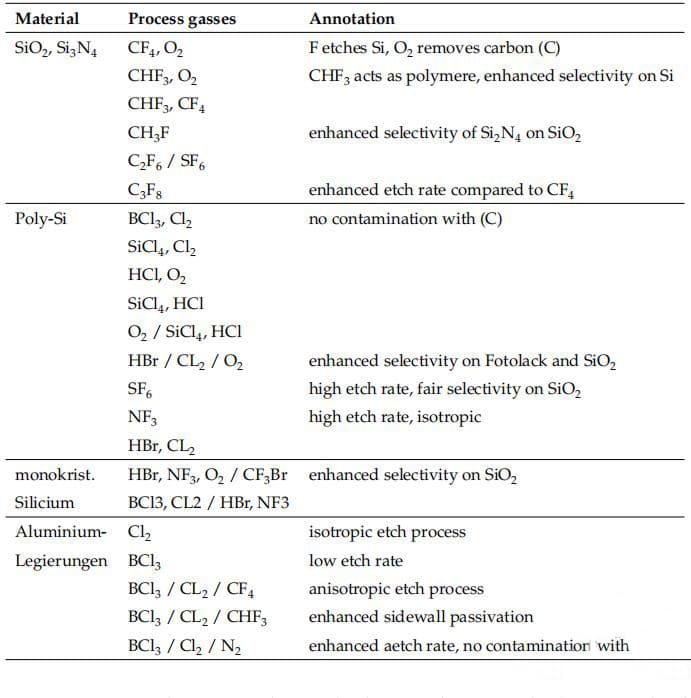
Procesa gāzei ir svarīga loma selektivitātē un kodināšanas ātrumā. Silīcijam un silīcija savienojumiem kodināšanas iegūšanai galvenokārt izmanto fluoru un hloru. Izvēloties piemērotu gāzi, regulējot gāzes plūsmu un spiedienu, kā arī kontrolējot citus parametrus, piemēram, temperatūru un jaudu procesā, var sasniegt vēlamo kodināšanas ātrumu, selektivitāti un viendabīgumu. Šo parametru optimizācija parasti tiek pielāgota dažādiem lietojumiem un materiāliem.
Kodināšanas process nav ierobežots ar vienu gāzi, gāzu maisījumu vai fiksētiem procesa parametriem. Piemēram, dabisko oksīdu uz polisilīcija vispirms var noņemt ar augstu kodināšanas ātrumu un zemu selektivitāti, savukārt polisilīciju vēlāk var iegravēt ar lielāku selektivitāti attiecībā pret apakšējiem slāņiem.
——————————————————————————————————————————————————— ———————————
Semicera var nodrošinātgrafīta daļas, mīksts/stingrs filcs, silīcija karbīda detaļas,CVD silīcija karbīda detaļas, unSiC/TaC pārklātas detaļas ar 30 dienu laikā.
Ja jūs interesē iepriekš minētie pusvadītāju izstrādājumi,lūdzu, nevilcinieties sazināties ar mums pirmo reizi.
Tālr.: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
Izlikšanas laiks: 12. septembris 2024